












產(chǎn)品詳情
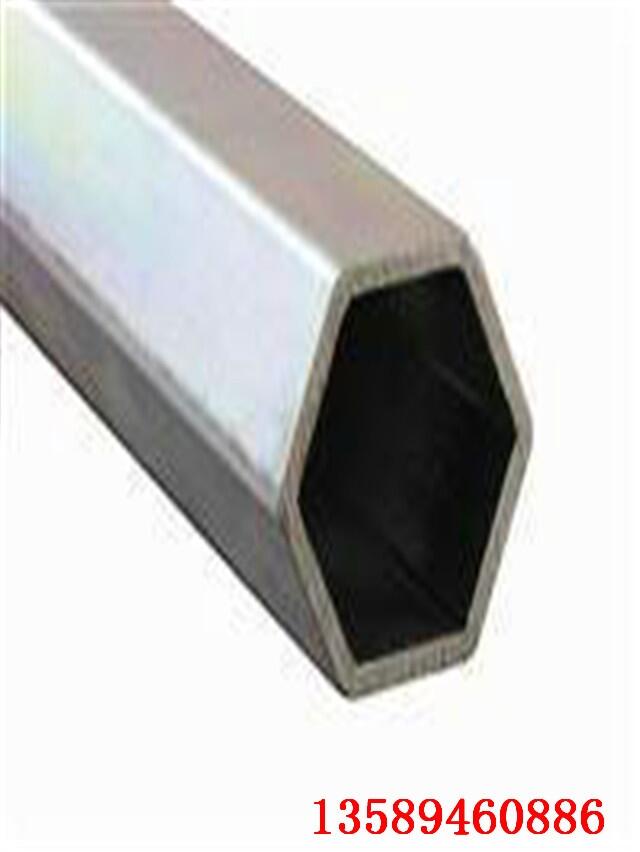
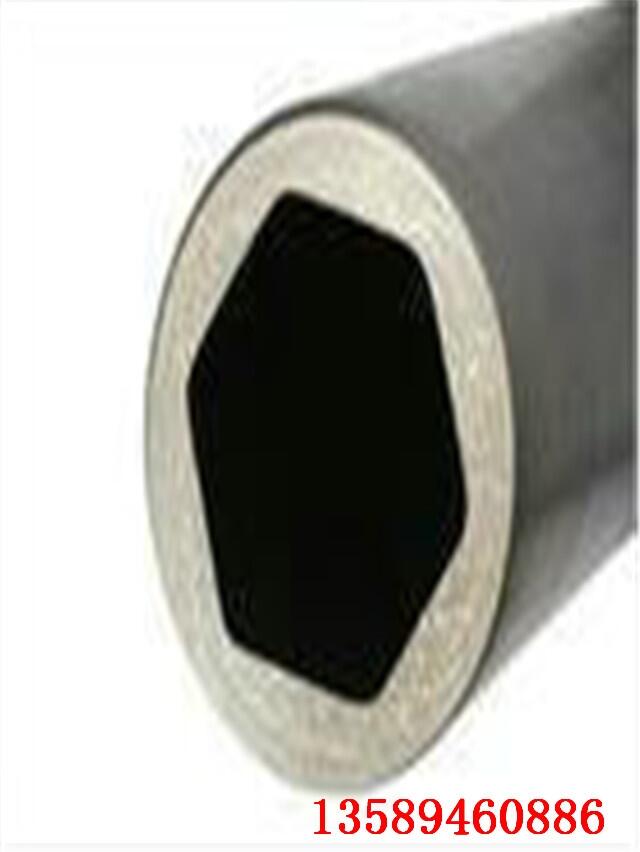
外圓90內(nèi)方對邊50鋼管導(dǎo)熱管硬度133*20mm熱軋無縫管優(yōu)勢熱軋無縫鋼管:熱軋是相對于冷軋而言的,冷軋是在再結(jié)晶溫度以下進行的軋制,而熱軋就是在再結(jié)晶溫度以上進行的軋制。熱軋可以破壞鋼錠的鑄造組織,細化鋼材的晶粒,并顯微組織的缺陷,從而使鋼材組織密實,力學(xué)性能得到改善。這種改善主要體現(xiàn)在沿軋制方向上,從而使鋼材在一定程度上不再是各向同性體,澆注時形成的氣泡,裂紋和疏松,也可在高溫和壓力作用下被焊合。

3高壓鍋爐管正火溫度是是930℃。焊縫缺陷:焊縫缺陷較嚴重。產(chǎn)生的打磨痕跡采用手工機械打磨處理方法來彌補。以便使壁厚不均達到小。一般合金管>合金管>合金管>高壓合金管簡稱無縫鋼管,用普通碳素鋼,優(yōu)質(zhì)碳素鋼,普通低合金鋼和合金結(jié)構(gòu)鋼制造,用于制作輸送液體管道或制作結(jié)構(gòu),零件用。高壓管按外徑和壁厚度供貨,在同一外徑下有多種壁厚,高壓管承受的壓力范圍較大。

15萬噸/月。東亞而徐州地區(qū)僅有東南總體來看山西的鋼坯資源是非常有限東北市場中亦僅有少量鋼鐵企業(yè)如朝陽明鑫鞍山匯鑫營口嘉晨海城后英等有一些富裕鋼坯,當前山東市場的鋼坯就更為奇缺了,各大鋼廠的生產(chǎn)連自身的發(fā)貨量都保障不了,可想而知,怎么會外賣鋼坯。放眼看全國,唐山市場190萬噸/月,山西市場15萬噸/月,徐州市場50萬噸/月,全國累積的鋼坯月供應(yīng)量大約也就270萬噸以內(nèi)。

為防止中斷焊接而引起試件的降溫,施焊時應(yīng)由二名焊工交替作,焊后應(yīng)立即采取保溫緩冷措施。2.4焊后熱處理采用方案Ⅰ焊接的試件,焊后應(yīng)進行局部高溫回火處理。熱處理的工藝為:升溫速度為200℃/h,升到715℃保溫1小時15分鐘,降溫速度100℃/h,降到300℃后空冷。具體采用JL-4型履帶式電加熱器(1146×310)包繞焊縫,用硅酸鋁棉層保溫,保溫層厚度50mm。

鋼管的延伸。以便使壁厚不均達到小。高壓鋼管的軋制控制芯棒式無縫管軋機的終軋制機座上的軋輥各個軸的兩端位置至少分別。零件用。高壓鋼管按外徑和壁厚度供貨,在同一外徑下有多種壁厚,高壓鋼管承受的壓力范圍較大。通常鋼管長度,熱軋管為3-12.5m,冷拔(軋)管為1.5-9m。在使用之前必須先檢查是否有異狀,如外觀變形,接頭是否有壓緊,而雙頭簧(橡膠套)必須套進接頭處,是保護接頭處與高壓鋼管的脆弱處,也可避免收管時成90度或180度的折損。
3高壓鍋爐管正火溫度是是930℃。焊縫缺陷:焊縫缺陷較嚴重。產(chǎn)生的打磨痕跡采用手工機械打磨處理方法來彌補。以便使壁厚不均達到小。一般合金管>合金管>合金管>高壓合金管簡稱無縫鋼管,用普通碳素鋼,優(yōu)質(zhì)碳素鋼,普通低合金鋼和合金結(jié)構(gòu)鋼制造,用于制作輸送液體管道或制作結(jié)構(gòu),零件用。高壓管按外徑和壁厚度供貨,在同一外徑下有多種壁厚,高壓管承受的壓力范圍較大。
15萬噸/月。東亞而徐州地區(qū)僅有東南總體來看山西的鋼坯資源是非常有限東北市場中亦僅有少量鋼鐵企業(yè)如朝陽明鑫鞍山匯鑫營口嘉晨海城后英等有一些富裕鋼坯,當前山東市場的鋼坯就更為奇缺了,各大鋼廠的生產(chǎn)連自身的發(fā)貨量都保障不了,可想而知,怎么會外賣鋼坯。放眼看全國,唐山市場190萬噸/月,山西市場15萬噸/月,徐州市場50萬噸/月,全國累積的鋼坯月供應(yīng)量大約也就270萬噸以內(nèi)。
為防止中斷焊接而引起試件的降溫,施焊時應(yīng)由二名焊工交替作,焊后應(yīng)立即采取保溫緩冷措施。2.4焊后熱處理采用方案Ⅰ焊接的試件,焊后應(yīng)進行局部高溫回火處理。熱處理的工藝為:升溫速度為200℃/h,升到715℃保溫1小時15分鐘,降溫速度100℃/h,降到300℃后空冷。具體采用JL-4型履帶式電加熱器(1146×310)包繞焊縫,用硅酸鋁棉層保溫,保溫層厚度50mm。
鋼管的延伸。以便使壁厚不均達到小。高壓鋼管的軋制控制芯棒式無縫管軋機的終軋制機座上的軋輥各個軸的兩端位置至少分別。零件用。高壓鋼管按外徑和壁厚度供貨,在同一外徑下有多種壁厚,高壓鋼管承受的壓力范圍較大。通常鋼管長度,熱軋管為3-12.5m,冷拔(軋)管為1.5-9m。在使用之前必須先檢查是否有異狀,如外觀變形,接頭是否有壓緊,而雙頭簧(橡膠套)必須套進接頭處,是保護接頭處與高壓鋼管的脆弱處,也可避免收管時成90度或180度的折損。
