















產品詳情
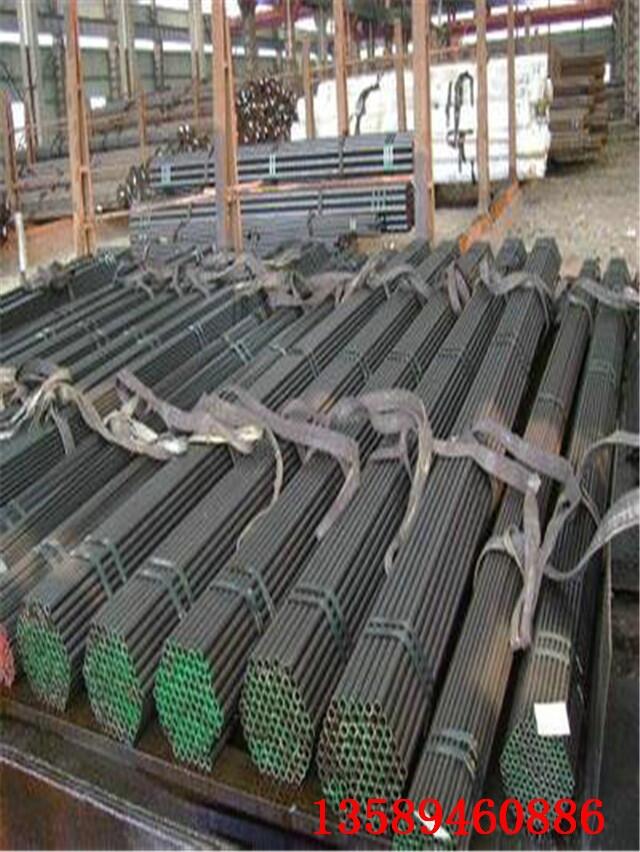
外圓55毫米里眼19毫米Q345D鋼管抗拉強度在上面兩種方式中債權轉為股權后轉讓或企業回購形式回收這筆資金。用得多的還是債轉股。債轉股模式債轉股指組建金產管理公司。來剝離銀行系統自己的債務,規模都是百億級。把銀行的債務剝離了,銀行的信用評級,不良撥備等都可做相應的改善,符合央行的宏觀審慎評估體系后,獲得市場化,資本運作效率也得到提高。

在安裝過程中,不得用強拉,強推。與高壓管子應使用正式的管架固定管道安裝時強扭或修改密封墊厚度等辦法來彌補制造或安裝誤差。管道安裝工作如不可能連續進行和完成,應及時封閉敞開的管口。管道上的儀表取樣部位的零件應與管道同時安裝。合金鋼管進行局部彎度校正時,其加熱溫度一定要控制在鋼材的臨界溫度以下。
創新業績你我他,成就豐收靠大家。創新奮進心牽手,收獲輝煌共擁有。凝聚我們的力量,收獲明日的輝煌。細節決定一切,態度造就未來。今天的汗水,為了明天的幸福。舉手投足間,為你我創造價值。企業的未來,就是我們的明天。同甘共苦創明天,齊心協力每。你的產量有多少,看你配件好不好。今日努力做事,明日高興拿錢。
 但這套設備在軋制小直徑的厚壁鋼管時,易出現“內六方”缺陷J,嚴重影響壁厚和內徑精度,本工作主要通過調整減徑率和修改減徑機孑L型參數,制定的生產工藝能有效降低“內六方”缺陷。1生產工藝流程及工藝要點生產工藝流程為:坯料鋸切—坯料加熱—穿孔—軋管—微張力減徑—冷卻—矯直—切管—包裝—上交。
但這套設備在軋制小直徑的厚壁鋼管時,易出現“內六方”缺陷J,嚴重影響壁厚和內徑精度,本工作主要通過調整減徑率和修改減徑機孑L型參數,制定的生產工藝能有效降低“內六方”缺陷。1生產工藝流程及工藝要點生產工藝流程為:坯料鋸切—坯料加熱—穿孔—軋管—微張力減徑—冷卻—矯直—切管—包裝—上交。
憂患圖自強,榮譽思奮進。質量做得好,錯漏自然少。沒有好只有更好。產品批次能鑒別,問題產生能解決。人人有專職,工人有程序,檢查有標準,做好留證據。企業要興旺,質量是保證。培訓要付出,不培訓將付出更多。品質管制人人做,優良品質有把握。精益求精,有條不紊,以誠相待。檢查百次不如處置一次。
在安裝過程中,不得用強拉,強推。與高壓管子應使用正式的管架固定管道安裝時強扭或修改密封墊厚度等辦法來彌補制造或安裝誤差。管道安裝工作如不可能連續進行和完成,應及時封閉敞開的管口。管道上的儀表取樣部位的零件應與管道同時安裝。合金鋼管進行局部彎度校正時,其加熱溫度一定要控制在鋼材的臨界溫度以下。
創新業績你我他,成就豐收靠大家。創新奮進心牽手,收獲輝煌共擁有。凝聚我們的力量,收獲明日的輝煌。細節決定一切,態度造就未來。今天的汗水,為了明天的幸福。舉手投足間,為你我創造價值。企業的未來,就是我們的明天。同甘共苦創明天,齊心協力每。你的產量有多少,看你配件好不好。今日努力做事,明日高興拿錢。
但這套設備在軋制小直徑的厚壁鋼管時,易出現“內六方”缺陷J,嚴重影響壁厚和內徑精度,本工作主要通過調整減徑率和修改減徑機孑L型參數,制定的生產工藝能有效降低“內六方”缺陷。1生產工藝流程及工藝要點生產工藝流程為:坯料鋸切—坯料加熱—穿孔—軋管—微張力減徑—冷卻—矯直—切管—包裝—上交。憂患圖自強,榮譽思奮進。質量做得好,錯漏自然少。沒有好只有更好。產品批次能鑒別,問題產生能解決。人人有專職,工人有程序,檢查有標準,做好留證據。企業要興旺,質量是保證。培訓要付出,不培訓將付出更多。品質管制人人做,優良品質有把握。精益求精,有條不紊,以誠相待。檢查百次不如處置一次。
