












產品詳情
VNL系列數控立式車床


|

|
|
|
01、整體 單柱和雙柱數控立式車床均采用左右對稱結構,雙柱數控立式車床雙刀架加工,加工效率更高,占地面積更小。 |
02、橫梁升降系統 橫梁移置定位精度高,對于在0~1000mm范圍內任意高度的工件都能方便的加工。 |
|
|

|
|
|
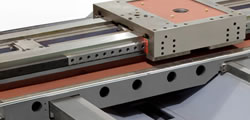
03、導軌 直線導軌和滑動導軌配合使用,精度穩定,摩擦力小,抗振性好、承載能力大。 |
04、導軌、絲杠 進口滾柱式滾動導軌,承載大,精度高 ;進口滾珠螺桿熱抑制功能好,可靠性高。 |
|
球閥球體
收縮



套管四通
收縮







閘閥閥體
收縮






鍛鋼閥閥體
收縮



球閥閥體
收縮







