產品詳情
PM系列五軸龍門加工中心

PM-U系列五軸聯動龍門加工中心:龍門框架固定,工作臺在床身上的移動為X軸,主軸箱在滑鞍內移動為Z軸,滑鞍連同主軸箱在橫梁上移動為Y軸。
擺頭繞Z軸的旋轉為C軸, 電主軸繞X軸的旋轉為A軸。
該系列機床Z軸采用4條進口滾柱直線導軌環抱結構,保證傳動剛性及快速響應性。
選用歐洲進口五軸頭。多種規格主軸功率及轉速可供客戶選擇。
PMB-U高架五軸:
本機床采用工作臺固定,橫梁等部件前后移動的結構形式。進口A/C附件頭配合電主軸、25m/min的快移速度、Z軸四線軌、大滑枕的結構具有高剛性、高速、穩定、高效等特點,適用于航空類零件的加工。
PMU五軸聯動龍門加工中心以黑色及有色金屬、鋁合金、磨具鋼等材料為加工對象,特別適用于復雜曲面零件的加工。具有高速、高精度、高柔性、環保等特點,是加工航空航天領域高端零件的首選。
本機床采用SIEMENS 840Dsl數控系統。歐洲進口AC擺頭,剛性好,精度高,穩定性強。機床進給由三個直線坐標軸即X軸、Y軸、Z軸和兩個旋轉軸即C軸和A軸構成。三個直線坐標軸均采用SIEMENS伺服電機、進口滾珠絲杠驅動,配海德漢光柵尺,實現全閉環控制。A軸、C軸及電主軸通過力矩電機驅動,內置圓光柵反饋位置信號,保證擺頭精度。

|
|

|
|

|
|
|
|
|
|
|
加工特點:
1.材料為復合材料,難加工材料
2.薄壁件容易變形
3.形位公差要求嚴格
4.形狀復雜,外形變斜角變化大,外形多為雙曲面,要求成形精確。
|
|
推薦機型:
PM2560U龍門加工中心
設備基本要求:
1.五軸五聯動龍門五面體
2. 機床選擇德國進口高速電主軸,A/C聯動雙擺頭
3.采用重載滾柱直線導軌,摩擦力小、承載能力強、高速振動小、低速無爬行、定位精度高
4.主要鑄件均經過有限元分析,筋格布置合理,充分滿足機床高扭矩切削的需要
5.配置高性能HEIDENHAIN ITNC640數控系統,保證機床控制的穩定性,也保證了用戶要求的數控加工功能和輔助功能
6.X、Y、Z三軸采用HEIDENHAIN進給驅動電機,穩定性好,運行可靠
|
|
加工工藝流程
采用五軸五聯動龍門五面體,正反粗、精各兩序加工
OP10:粗加工機翼背面
OP20:粗加工機翼正面
OP30:精加工機翼背面
OP40:精加工機翼正面
|
|
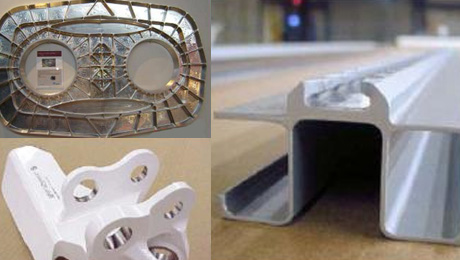
飛機制造中需要用機床加工的典型零件,主要有飛機機身結構件和發動機的關鍵零件兩部分。
|
|
|

|
|
|
|
|
|
|
加工特點:
飛機機身結構件:
飛機機身結構件的典型零件有梁、筋、肋板、框、壁板、接頭、滑軌等類件。且以扁平件、細長件、多腔件和超薄壁隔框結構件為主。毛坯為板材、鍛件和鋁合金擠壓型材。材料利用率僅為5%-10%左右,原材料去除量大。目前,國內飛機零件,90%以上為鋁合金及鈦合金件,少量為不銹鋼。這些零件都是薄壁結構,形狀復雜,外形變斜角變化大,外形多為雙曲面,要求成形精確。
|
|
推薦機型:
PM系列龍門加工中心
|
|
飛機制造中需要用機床加工的典型零件,主要有飛機機身結構件和發動機的關鍵零件兩部分。
|

|
|

|
|
|
|
|
|
|
加工特點:
飛機發動機關鍵零部件:飛機發動機的關鍵件有機匣、各類葉片和整體葉盤,其結構特點如下:(1)、零件的輪廓尺寸越來越大。如有的梁類零件的長度已達到13m。(2)、零件的變斜角角度變化大,超薄壁等。最薄處尺寸只有0.76mm左右,所以,加工工藝剛性差。(3)、零件的結構越來越復雜,很多零件采用整體結構。(4)、零件的尺寸精度和表面質量要求越來越高,如有些零件加工后出現的毛刺等缺陷,不允許用人工去除。
|
|
推薦機型:
VNL系列數控立式車床
|

加工特點:
1.材料為復合材料,難加工材料
2.薄壁件容易變形
3.形位公差要求嚴格
4.形狀復雜,外形變斜角變化大,外形多為雙曲面,要求成形精確。
加工工藝流程
采用五軸五聯動龍門五面體,正反粗、精各兩序加工
OP10:粗加工機翼背面
OP20:粗加工機翼正面
OP30:精加工機翼背面
OP40:精加工機翼正面
推薦機型
PM2560U龍門加工中心 
設備基本要求:
1.五軸五聯動龍門五面體
2. 機床選擇德國進口高速電主軸,A/C聯動雙擺頭
3.采用重載滾柱直線導軌,摩擦力小、承載能力強、高速振動小、低速無爬行、定位精度高
4.主要鑄件均經過有限元分析,筋格布置合理,充分滿足機床高扭矩切削的需要
5.配置高性能HEIDENHAIN ITNC640數控系統,保證機床控制的穩定性,也保證了用戶要求的數控加工功能和輔助功能
6.X、Y、Z三軸采用HEIDENHAIN進給驅動電機,穩定性好,運行可靠