












產品詳情

銷售電話:陳經理 133-8215-0072
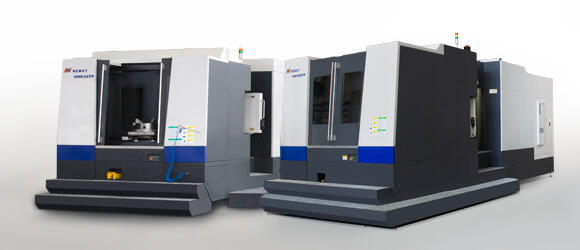
| VM1207B是一臺中型規格的門式立式加工中心機床,工件在一次裝夾后可以自動連續地完成銑、鉆、鏜、擴、鉸、锪、攻絲等多種工序的加工,機床適用于中型箱體類、板類、盤類、閥門類、殼體類等復雜零件的多品種中小批量加工。 |




















| 前橋殼體主要特點是加工面較多,翻轉工件比較困難,切削余量大,加工精度要求高,垂直度0.025 位置度0.025。在立加上用分度盤加液壓夾具一次裝夾,轉動三次完成加工。 |

|

|

|
||
|
加工特點: 前橋殼體主要特點是加工面較多,翻轉工件比較困難,切削余量大,加工精度要求高,垂直度0.025 位置度0.025。在立加上用分度盤加液壓夾具一次裝夾,轉動三次完成加工。 |
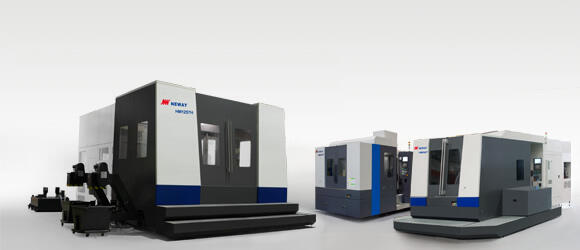
推薦機型: VM1506H立式加工中心 設備基本要求: 1.具有高可靠性、高效率; 2.布局合理先進,機床剛性好; 3.排屑、排水易處理; 4.BT50主軸,大功率主軸電機。 |
加工工藝流程 通過四軸旋轉三次,一序加工完成所需加工內容。 |











| 名 稱 |
單位 |
VM12100B |
|
工作臺尺寸 |
mm |
1200x1000 |
|
工作臺最大載荷 |
kg |
2000 |
|
三軸行程X/Y/Z |
mm |
1200/1200/600 |
|
主軸端面至工作臺面距離 |
mm |
200~800 |
|
主軸中心至立柱導軌面距離 |
mm |
426 |
|
三軸快移速度X/Y/Z |
m/min |
30/30/24 |
|
主電機功率 |
kW |
15/18.5 |
|
主軸最高轉速 |
rpm |
6000 |
|
主軸錐孔 |
|
7:24錐度NO.50 |
|
刀庫容量(圓盤式) |
把 |
24 |
|
刀柄型式 |
|
MAS403 BT50 |
|
最大刀具直徑/長度/重量 |
mm/mm/kg |
Φ110/350/15 |
|
換刀時間(刀對刀) |
s |
2.5 |
|
鉆孔(正火中碳鋼) |
mm |
Φ50 |
|
攻絲(正火中碳鋼) |
mm |
M30 |
|
銑削(正火中碳鋼) |
cm3/min |
300 |
|
定位精度(X/Y/Z) |
mm |
0.O10/0.010/0.008 |
|
重復定位精度(X/Y/Z) |
mm |
0.O06/0.006/0.005 |
|
數控系統 |
|
NEWAY FANUC / SIEMENS |
|
自動排屑器 |
|
標配 |
|
機床重量 |
kg |
15000 |
|
[ ]選配 |
