




產品詳情
車削加工鎳鉻合金軋輥刀具刀片HRC60以上
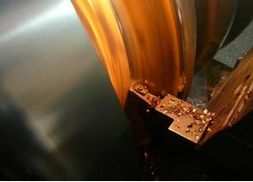
車削加工鎳鉻合金鑄鐵軋輥的硬度為肖氏硬度HSD80,選擇華菱超硬BN-K1,客戶使用的切削參數為ap=4mm;Fr=1mm/r;Vc=55m/min,干式切削,其切削速度和吃刀量和某國外進口的陶瓷車刀一樣,但是進給量是陶瓷車刀的2倍,華菱超硬BN-K1抗沖擊性強的車刀車削加工這類軋輥的壽命單刃要比陶瓷車刀大6倍。
華菱超硬針對高硬度鑄鐵軋輥包括高鉻鑄鐵,高鎳鉻鑄鐵,冷硬鑄鐵,高碳半鋼,合金半鋼等軋輥的車削,抗沖擊性強,硬度高,紅硬性好,耐磨性好,是非常理想的加工高硬度鑄鐵軋輥的刀片
堆焊后軋輥的切削:BN-K1牌號車軋輥CBN刀片,在車削加工堆焊后軋輥中優勢相當明顯,其抗沖擊性為市面上常見氮化硼刀片的2倍,堆焊后軋輥由于種種原因,需要斷續切削,對刀片的沖擊性大,所以該CBN刀片應用非常合適。

BN-K1優勢:
【1】抗沖擊性強,選擇一款抗沖擊性強的刀片是最重要的,因為鑄造成型后,高鉻鑄鐵鑄件存在氣孔,夾砂,硬點,白口等鑄造缺陷,硬度的不均勻性和表面的不平整都會造成斷續切削,只有選擇一款抗沖擊性強,韌性好的刀具加工淬火高鉻鑄鐵才會行之有效。
【2】硬度高,高鉻鑄鐵,C含量高,而且合金元素含量也高,材料本身硬度高,只有選擇一款硬度比之更高的刀具,才能保證車削加工高鉻鑄鐵時的不崩刀,不掰刀,不讓刀的現象。
【3】耐磨性好,高鉻鑄鐵是抗磨鑄鐵的一種,高鉻鑄鐵耐磨好的背后是對刀具的磨損程度加大,所以刀具的耐磨性要更好才能長時間加工,提高加工效率。
歡迎來電
