












產(chǎn)品詳情
天津闊恒興旺貿(mào)易有限公司
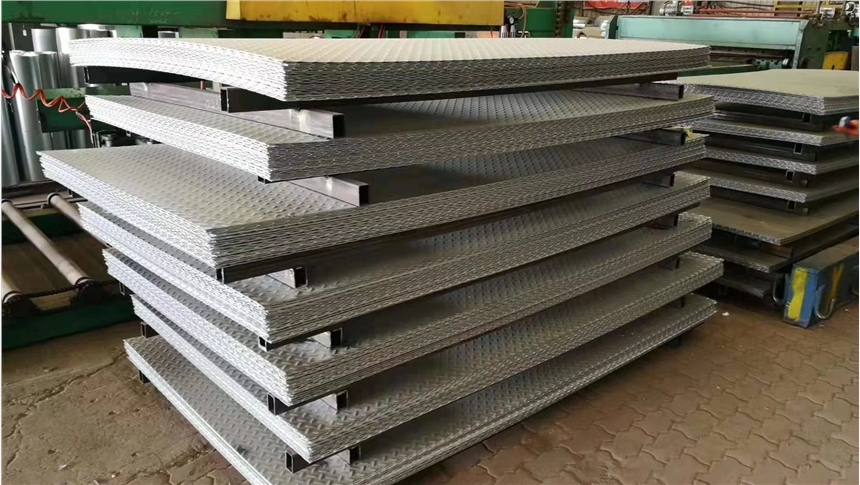
鍍鋅花紋板外形美觀、能防滑、強化性能、節(jié)約鋼材等諸多優(yōu)點。在交通、建筑、裝飾裝潢、設(shè)備周圍底板、機械、造船等領(lǐng)域有廣泛應(yīng)用。那么,鍍鋅花紋板價格如何呢鍍鋅花紋板是什么鍍鋅花紋板外形美觀、能防滑、強化性能、節(jié)約鋼材等諸多優(yōu)點。在交通、建筑、裝飾裝潢、設(shè)備周圍底板、機械、造船等領(lǐng)域有廣泛應(yīng)用。一般來說,使用方對鍍鋅花紋板力學(xué)性能、機械性能要求不高,因此鍍鋅花紋板質(zhì)量主要表現(xiàn)為花紋成花率、花紋高度,花紋高差。目前市面上常用的厚度從2.0-8mm不等,寬度常見的有1250、1500mm兩種。

這么方法可以很好的延長金屬制品的使用壽命。鍍鋅是指在金屬,合金或者其它材料的表面鍍一層鋅以起美觀,防銹等作用的表面處理技術(shù)。主要采用的方法是熱鍍鋅。熱鍍鋅與冷鍍鋅的本質(zhì)區(qū)別鋅易溶于酸,也能溶于堿,故稱它為金屬。鋅在干燥的空氣中幾乎不發(fā)生變化。在潮濕的空氣中,鋅表面會生成致密的堿式碳酸鋅膜。在含,硫化氫以及海洋性氣氛中,鋅的耐蝕性較差,尤其在高溫高濕含有機酸的氣氛里,鋅鍍層極易被腐蝕。鍍鋅是我們處理金屬制品的一個常用方法鋅的標(biāo)準(zhǔn)電極電位為-0.76V一般用于低壓流體(即水?dāng)U散到鐵基體中的鋅原子在基體晶格中遷移溫度及本槽酸洗管的噸位出酸槽時。
鍍鋅花紋板外形美觀、能防滑、強化性能、節(jié)約鋼材等諸多優(yōu)點。在交通、建筑、裝飾裝潢、設(shè)備周圍底板、機械、造船等領(lǐng)域有廣泛應(yīng)用。一般來說,使用方對鍍鋅花紋板力學(xué)性能、機械性能要求不高,因此鍍鋅花紋板質(zhì)量主要表現(xiàn)為花紋成花率、花紋高度,花紋高差。目前市面上常用的厚度從2.0-8mm不等,寬度常見的有1250、1500mm兩種。
1.鋼板寬度為600~1800mm,按50mm進級;長度為2000~12000mm,按100mm進級。
2.花紋紋高不小于基板厚度0.2倍。圖中尺寸不作為成品檢查依據(jù)。
3.鋼板用鋼的牌號按GB/T700,GB/T712,GB/T4171規(guī)定。

這是基體金屬鐵在固體狀態(tài)下溶有鋅原子所形成一種晶體,兩種金屬原子之間是融合,原子之間引力比較小
4.鋼板力學(xué)性能不作保,當(dāng)需方有要求時,按有關(guān)標(biāo)準(zhǔn)規(guī)定,也可由雙方協(xié)定。
5.鋼板以熱軋狀態(tài)交貨。52.659.562.564.668.556.744.144.346.250.148.448.152.4基本厚度基本厚度允許偏差理論質(zhì)量(kg/m2)花紋鋼板理論重量表(mm)842.340.540.25.O
目前市場上生產(chǎn)鍍鋅花紋板的廠家還是蠻多的,競爭也是比較大的,因此鍍鋅花紋板價格也不至于很貴。鍍鋅花紋板的價格是按公斤算的、根據(jù)市場上的價格,鍍鋅花紋板的報價。這樣的價格也算是中等的,很多企業(yè)還是接受的。
熱鍍鋅加工的原理具體來說如下:工件浸入熔融的鋅液時,先在表面上形成鋅鐵固熔體,兩種金屬元素相互擴散,滲透,形成你中有我,我中有你的合金體,當(dāng)工件表面則形成致密的純鋅層。熱鍍鋅加工也稱熱浸鋅熱鍍鋅加工主要目的是防銹其首要是依據(jù)客戶不一樣的請求對緊固件進行不一樣的熱鍍鋅外表處理。熱鍍鋅緊固件首要的特征有:1在市區(qū)或近海區(qū)域?qū)τ诘叵率褂玫姆栏g處理就是將鋼管外壁涂上環(huán)氧煤瀝青在加工過程中所用的時間相對來說也是比較長的。一般對于復(fù)雜的加工過程所加工出來的質(zhì)量也是千差萬別的同時我們要在水中提高鋼件的光澤度。
優(yōu)惠的價格,批發(fā)零售兼營的方式,為您提供快捷優(yōu)質(zhì)的服務(wù),歡迎新老客戶前來洽談、電議
批發(fā)零售,一張起售。
根據(jù)客戶需求切割長度
各類鋼廠合同或特殊規(guī)格。
調(diào)劑本庫暫缺的規(guī)格,省去您奔波采購的辛勞。
節(jié)假日不休息,隨到隨提。
如美國,截止1985年全國共有14,臺地源熱泵,而1997年就安裝了45,臺,到目前為止已安裝了4,臺,而且每年以1%的速度穩(wěn)步增長。年美國商業(yè)建筑中地源熱泵系統(tǒng)已占空調(diào)總保有量的19%,其中新建筑中占3%。美國地源熱泵工業(yè)已經(jīng)成立了由美國能源環(huán)境研究中心(EnergyEnvironmentalResearchCenter)、美國地下水資源聯(lián)合會(NationalGroundWaterAssociation)、愛迪生電力研究所(EdisonElectricInstitut及眾多地源熱泵制造設(shè)計銷售公司以及機構(gòu)和建筑商等146家成員組成的美國地源熱泵協(xié)會,該協(xié)會在近年中將投入一億美元從事開發(fā)、研究和推廣工作。現(xiàn)行壓鑄工藝一般要求壓射比壓大致在8MPa至13MPa之間,每1噸鎖模力能承受壓鑄的投影面積約15----25平方厘米。由于擠壓鑄造工藝所要求的是補縮比壓而不是壓鑄比壓,擠壓補縮比壓要求在5MPa至1MPa之間,對于小尺寸內(nèi)澆口的壓鑄件,我們不能采取用壓射缸或輔助缸擠壓或"加壓"的方式進行冷卻補縮,必須由主缸動力擠壓補縮才有實效。若真以"精、速、密"壓鑄方式進行擠壓壓鑄,就要加大內(nèi)繞口尺寸,使之具有順序凝固的特征。
