










產品詳情
天津闊恒興旺貿易有限公司
鍍鋅花紋板,一般是指防滑鍍鋅花紋板,還有一種是指裝飾鍍鋅花紋板。我們在這里說是前面一種。
鍍鋅花紋板,主要是進行沖壓成型的,需要沖床沖壓成型,這種是上下凹凸的。目前做不銹鋼厚只能做到0.5-12mm。
進口鍍鋅花紋板,目前主要還是以3.0的日本花為代表,這個就是上凸下平。也就是底部是平的,上面才是凹凸的,這個也是說原裝日本進口防滑板為代表。

產品線 JIS H0401-83熱浸鍍鋅試驗方法商業主要用作為物資的儲運,包裝用具等
如果你還是不懂,可以發一些圖片給你了解,你可能會更加直觀一些了。有疑問,再交流吧。
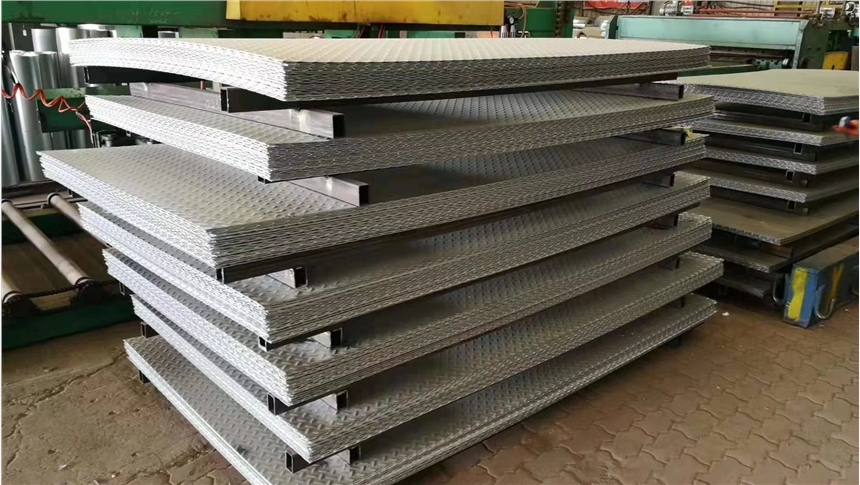
鋼結構平臺鍍鋅花紋板焊接施工工序:施工準備--材料驗收--放樣、號料、切割--構件組對--焊縫檢查--構件焊接--構件幾何尺寸復驗--構件除銹防腐--構件安裝--組焊及高強螺栓連接

2.冷鍍層均勻,厚度很薄,熱鍍層較厚,厚度不均勻。3.冷鍍外觀光亮,熱鍍顏色較暗。4.冷鍍層因為較薄,耐蝕性較差,熱鍍層因為較厚是冷鍍鋅的幾十倍,而且與基體金屬形成滲入層,耐蝕性好。5.冷鍍鋅鋼管看上去表面亮一些,光滑平整,熱鍍鋅外表沒有冷鍍鋅細膩光亮,熱鍍鋅鋼管表面看上去好像有一些高低不平的凹凸,而且表面不發亮,不太反光。在盛有鍍鋅液的鍍槽中,經過清理和特殊預處理的待鍍件作為陰極。白色鈍化工藝的鍍層與陽光呈一定角度下略顯七彩。在復雜工件的角棱部位容易產生“電燒”而成灰暗,該部位鋅層較厚。在陰角部位易形成電流死角而產生欠電流灰暗區,該區域鋅層較薄。
--防腐補刷完善--鋼結構整體驗收--交付使用
鋼結構焊接的主要注意事項有:
1、焊接前將焊縫附近雜物、藥皮等清理后再進行焊接,以保焊接質量。
在焊縫周圍涂抹防飛濺液,不得在焊縫以外的其它任何部位點焊、引弧、試焊等。
2、所有焊縫均為滿焊,焊縫高度要符合圖紙設計要求,焊角尺寸不得低于
與相連的較薄板件的厚度。特別注意底法蘭及牛腿處焊高。翼板對接焊口,要氣刨清根后焊接,焊接前必須加設引收弧板,焊縫不得低于母材,且余高不得大于2mm,余高過高或有焊瘤等要用磨光機打磨清除。焊后將引收弧板刨掉,用磨光機將邊部打磨平整。

熱鍍鋅的線外退火:就是框架護欄網的網片再進入熱鍍鋅作業線之前,首先在抽底式退火爐或罩式退火爐中進行再結晶退火,這樣,鍍鋅線就不存在退火工序了
3、焊縫外觀成形光滑美觀,不得有任何焊接缺陷,如氣孔、咬邊、流淌、焊不
到頭、包角不完整、未封口等現象。
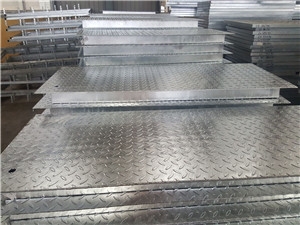
表面帶有花紋的鋼板稱為鍍鋅花紋板,其花紋成扁豆形、菱形、圓豆形、扁圓混合形狀。
紋板外形美觀、能防滑、強化性能、節約鋼材等諸多優點。在交通、建筑、裝飾裝潢、設備周圍底板、機械、造船等領域有廣泛應用。一般來說,使用方對鍍鋅花紋板力學性能、機械性能要求不高,因此鍍鋅花紋板質量主要表現為花紋成花率、花紋高度,花紋高差。目前市面上常用的厚度從2.0-8mm不等,寬度常見的有1250、1500mm兩種。
生產鍍鋅花紋板廠家用于鋼結構平臺和走梯面層的鍍鋅花紋板是熱軋廠利用成份不和或者表面有缺陷的連鑄坯,把末端軋輥換成有規律的凹坑軋輥,生產的綜合利用產品,價格還要高于普通的熱軋板。幾乎所有的熱軋板帶材生產企業都可以生產。例如唐鋼,首鋼京唐,邯鋼,遷鋼,鞍鋼,本鋼,太鋼等。

優惠的價格,批發零售兼營的方式,為您提供快捷優質的服務,歡迎新老客戶前來洽談、電議
批發零售,一張起售。
根據客戶需求切割長度
各類鋼廠合同或特殊規格。
調劑本庫暫缺的規格,省去您奔波采購的辛勞。
節假日不休息,隨到隨提。
下面以勝利油田使用的輸油管線實時監控與防盜系統為例,介紹針對輸油管線泄漏和盜油現象的自動監控報警系統。該系統將負壓波法和輸差檢漏法相耦合,經多次試驗改進,已成為技術成熟的智能定位報警系統。利用高性能儀表將管線的壓力、流量、溫度等信號進行跟蹤測量,由信號處理器SP2.(SignalProcessor)完成對信號的高速采集、濾波和降噪等預處理,預處理以后的數據通過上位機的智能診斷系統SDS2.(SmartDiagnosisSystem),SDS2.利用先進的多尺度小波變換算法和智能神經網絡模式,提高了系統的檢測速度與抗干擾能力,先進的智能辨識算法使系統具有在線自學習功能,提高了系統的容錯性和精度。廠商要想生計展開,就要靠質量過硬的產品來完結。的產品質量和服務質量能給廠商帶來效益和展開,給帶來昌盛和強壯;而殘次的產品質量和服務質量會構成資源的極大糟蹋,終究導致廠商名存實亡……聞名的美國質量專家朱蘭1994年在美國質量辦理學會年會的離別講演中指出:加世紀以“出產力的世紀”載入史冊,未來的2l世紀是“質量的世紀”。可見,進步產品質量是廠商在市場上立于不敗之地的必定要求。而進步產品質量,不只要有先進的技能進步,還要有科學的辦理。
