











產品詳情
天津闊恒興旺貿易有限公司
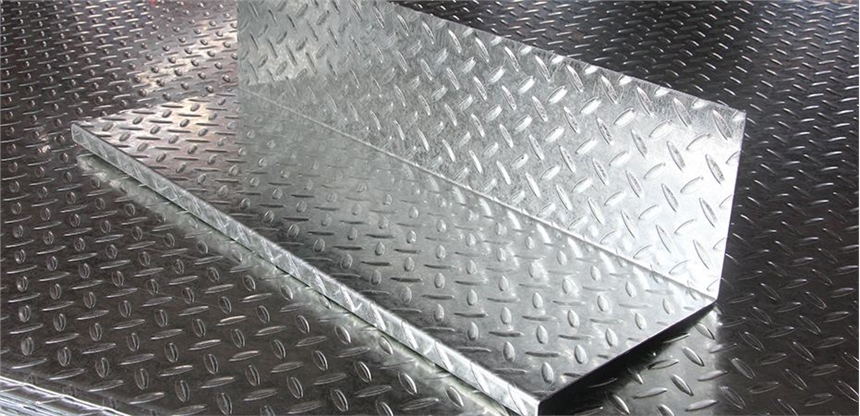
我公司常年供應鍍鋅花紋板鍍鋅花紋板表面帶有花紋的鋼板稱為鍍鋅花紋板,其花紋成扁豆形、菱形、圓豆形、扁圓混合形狀。
主營:鍍鋅花紋板,扁豆鍍鋅花紋板,菱形鍍鋅花紋板,鍍鋅花紋板,Q235鍍鋅花紋板,Q345B鍍鋅花紋板的銷售企業。長期備有各種規格的菱形鍍鋅花紋板、扁豆鍍鋅花紋板、菱形鍍鋅花紋板、鍍鋅花紋板等。所供鍍鋅花紋板均符合驗收標準。

采用白色鈍化工藝的電鍍層呈青白色或白色呈綠光,白色鈍化工藝的鍍層與陽光呈一定角度下略顯七彩。在復雜工件的角棱部位容易產生“電燒”而成灰暗,該部位鋅層較厚。在陰角部位易形成電流死角而產生欠電流灰暗區,該區域鋅層較薄。長而窄的長條鋼板不同程度的鍍上一層叫做(鋅,鋁)的原料。熱鍍鋅具有鍍層均勻,附著力強,使用壽命長等優點。熱鍍鋅帶鋼基體與熔融的鍍液發生復雜的物理,化學反應,形成耐腐蝕的結構緊密的鋅一鐵合金層。合金層與純鋅層,帶鋼基體融為一體。故其耐腐蝕能力強。熱鍍鋅是將工件除油,酸洗,浸藥,烘干后浸入溶化的鋅液里一定時間,提出來即可。
表面帶有花紋的鋼板稱為鍍鋅花紋板,英文名:diamond plate。其花紋成扁豆形、菱形、圓豆形、扁圓混合形狀,市場上以扁豆形為常見。產地有:萊鋼、日照,本鋼,首鋼,寧鋼,梅鋼,鞍鋼,太鋼,北臺等。
鍍鋅花紋板具體應用鍍鋅花紋板外形美觀、能防滑、強化性能、節約鋼材等諸多優點。在交通、建筑、裝飾裝潢、設備周圍底板、機械、造船等領域有廣泛應用。一般來說,使用方對鍍鋅花紋板力學性能、機械性能要求不高,因此鍍鋅花紋板質量主要表現為花紋成花率、花紋高度,花紋高差。目前市面上常用的厚度從2.0-8mm不等,寬度常見的有1250、1500mm兩種。

在這種模式中,佳條件通常是使用由式門所定義的高電流、短時間參數來獲得,因為這些參數對電流變化不敏感,應用這沖系統,平均電流不可避免地存在一定程度的變化
1.鋼板寬度為600~1800mm,按50mm進級;長度為2000~12000mm,按100mm進級。
2.花紋紋高不小于基板厚度0.2倍。圖中尺寸不作為成品檢查依據。
3.鋼板用鋼的牌號按GB/T700,GB/T712,GB/T4171規定。
4.鋼板力學性能不作保,當需方有要求時,按有關標準規定,也可由雙方協定。
5.鋼板以熱軋狀態交貨。
相關標準按照花紋鋼板標準GB/T 3277規定,花紋高度應大于或等于20%基板的厚度。
理論重量計算鍍鋅花紋板根據材質(鋁合金、不銹鋼、普通鋼材等)不同,花紋形狀不同,每平米理論重量也不同。

因此,這種鍍法特別適用于各種強酸,堿霧氣等強腐蝕環境中。這種緊固件在電力鐵塔建設中使用量很大。熱鍍鋅框架護欄網的處理流程主要包含:網片的準備→鍍前處理→熱浸鍍→鍍后處理→成品查驗等,熱鍍鋅表面處理是一種比較古老的鍍鋅辦法,自從1836年法國把熱鍍鋅運用于工業以,已經有一百七十年的前史了,然而將框架護欄網網片進行熱鍍鋅近年來在安平一些護欄出產大廠得到廣泛的運用。從而出現鋼鐵腐蝕的現象發生。每年因腐蝕而產生的鋼鐵損失已經占有百分之十的比例。為了有效的保護鋼鐵的使用效果延長其使用壽命,鍍鋅行業得以出現。在各種表面保護緊固件基體的涂鍍方法中。
批發零售,一張起售。
根據客戶需求切割長度
代訂、各類鋼廠合同或特殊規格。
調劑本庫暫缺的規格,省去您奔波采購的辛勞。
節假日不休息,隨到隨提。
電化學測試所用儀器為CHI660型電化學工作站,工作電極為磷化后的冷軋汽車板,參比電極為飽和甘汞電極,輔助電極為鉑絲網,試驗溶液為質量分數3.5%的NaCl溶液,室溫下進行。極化曲線掃描速度為0.5mV/s,相對于開路電位250mV掃描。CuSO4滴定試驗溶液為濃度為41g/L的CuSO45H2O,濃度為35g/L的NaCl和濃度為13mL/L的0.1mol/LHCl混合溶液,每個試樣滴定5次,取平均值。范圍適用于水、污水、空氣、采暖蒸汽和可烯性流體等普通低壓流體輸送管道用鋼管,也適用于具有類似要求的其他流體輸送管道用鋼管二:符號D-----鋼管標稱外徑mmT----鋼管標稱壁厚mmM----鋼管線質量kg/mP----靜水試驗的試驗壓力MpaS----靜水試驗的試驗應力Mpah----焊縫余高mm三:尺寸、外形和質量1鋼管長度通常長度6---12m3定尺長度:應在通常長度范圍內,其極限偏差為±5mm2圓度在管端1mm長度范圍內,鋼管外徑不得比標稱外徑大1%,不得比標稱外徑小1%,采用能夠測量和外徑的卡尺,桿規或其他測量工具測量。度鋼管的彎曲度不得超過鋼管長度的.2%。可從鋼管側表面的一端至另一端,平行于鋼管軸線拉一根細繩或金屬絲,測量拉緊的細繩或金屬絲至鋼管表面的距離。端鋼管管端應加工坡口,坡口角度為3°±5,鈍邊尺寸1.6±.8mm。以鋼管軸線的垂線為基準測量坡口角。管端棱邊上不允許有毛刺。鋼管管端面應垂直于鋼管軸線,極限偏差(切斜)規定為:D<813mm,切斜≤1.6mm,D≥813mm,切斜≤3.mm5鋼管標稱外徑允許偏差mm標稱外徑D允許偏差管體管端<58±.75%D±.75%D或±2.5取小值≥58±1%D±.5%SD或±4.5取小值注:管端為距鋼管端面1mm范圍例:219鋼管的管徑充許偏差管體:219×±.75%=±1.6mm(219±1.6)×3.14即682692mm管端同上478×±.75%=±3.6mm管體:(478±3.6)×3.14即1489----1512mm(478×2.5)×3.14即1498----158mm6鋼管標稱壁厚充許偏差mm標稱壁厚允許偏差<58±12.5%T≥58±1%T7重量鋼管線質量按下式計算:m=.246615(D-T)8外觀質量表面質量:螺旋鋼管表面不得有裂縫結疤、折疊及其他深度超過標稱壁厚下偏差的缺陷摔坑:鋼管壁厚上不得有深度超過6.4mm的摔坑,摔坑長度在任何方向上不得超過.5D,凹陷部分帶有尖銳劃傷時,深度不得超過3.2mm.焊縫余高標稱壁厚T(mm)焊縫余高h(mm)≤12.5≤3.2>12.5≤4.8錯邊(鋼帶兩對邊的徑向錯位)對標稱壁厚≤12.5mm的鋼管,錯邊不得超過.35T,且不得超過3.mm對標稱壁厚>12.5mm的鋼管,錯邊不得超過.35T焊縫缺陷a焊縫不得有裂紋斷弧燒穿和弧坑等缺陷,焊縫處形應均勻規整,過渡平緩b任意長度而深度不超過.6mm的焊縫咬邊允許存在,在任意.3m長度焊縫上,深度不超過.8,且不得超過鋼管壁厚的12.5%T,而長度為鋼管標稱壁厚一半的咬邊應不多于兩處。
