












產品詳情
天津闊恒興旺貿易有限公司
鍍鋅花紋板,一般是指防滑鍍鋅花紋板,還有一種是指裝飾鍍鋅花紋板。我們在這里說是前面一種。
鍍鋅花紋板,主要是進行沖壓成型的,需要沖床沖壓成型,這種是上下凹凸的。目前做不銹鋼厚只能做到0.5-12mm。
進口鍍鋅花紋板,目前主要還是以3.0的日本花為代表,這個就是上凸下平。也就是底部是平的,上面才是凹凸的,這個也是說原裝日本進口防滑板為代表。

錦州市這種鋼板也是用熱浸法制造加工等方面還有彩色鍍鋅鋼板
如果你還是不懂,可以發一些圖片給你了解,你可能會更加直觀一些了。有疑問,再交流吧。
鋼結構平臺鍍鋅花紋板焊接施工工序:施工準備--材料驗收--放樣、號料、切割--構件組對--焊縫檢查--構件焊接--構件幾何尺寸復驗--構件除銹防腐--構件安裝--組焊及高強螺栓連接

初期成本低:一般情況下,熱浸鋅的成本比施加其他保護涂層要低,原因很簡單,其他保護涂層如打砂油漆是勞力密集的工序,反之熱浸鋅的工序為高機械化,緊密控制的廠內施工。3,檢驗簡單方便:熱浸鋅層可以目視及簡單的非破壞性涂層厚度表作測試4,可靠性:熱浸鋅的規格一般按照BS EN ISO 1461執行,規限其低的鋅層厚度,所以其防銹年期及表現是可靠及可預計的。使鋼構件表面附著鋅層,從而起到防腐的目的。 熱鍍鋅工藝流程:成品酸洗-水洗-加助鍍液-烘干-掛鍍-冷卻-藥化-清洗-打磨-熱鍍鋅完工 ,熱鍍鋅是由較古老的熱鍍方法發展而來的,自從1836年法國把熱鍍鋅應用于工業以來,已經有一百七十多年的歷史了。
--防腐補刷完善--鋼結構整體驗收--交付使用
鋼結構焊接的主要注意事項有:
1、焊接前將焊縫附近雜物、藥皮等清理后再進行焊接,以保焊接質量。
在焊縫周圍涂抹防飛濺液,不得在焊縫以外的其它任何部位點焊、引弧、試焊等。
2、所有焊縫均為滿焊,焊縫高度要符合圖紙設計要求,焊角尺寸不得低于
與相連的較薄板件的厚度。特別注意底法蘭及牛腿處焊高。翼板對接焊口,要氣刨清根后焊接,焊接前必須加設引收弧板,焊縫不得低于母材,且余高不得大于2mm,余高過高或有焊瘤等要用磨光機打磨清除。焊后將引收弧板刨掉,用磨光機將邊部打磨平整。

單個研究單位在取得初步研究成果以后,既缺乏進行更深入的研究的力量也無力把工作延伸到生產實踐
3、焊縫外觀成形光滑美觀,不得有任何焊接缺陷,如氣孔、咬邊、流淌、焊不
到頭、包角不完整、未封口等現象。
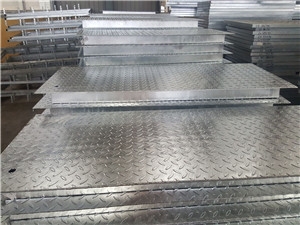
表面帶有花紋的鋼板稱為鍍鋅花紋板,其花紋成扁豆形、菱形、圓豆形、扁圓混合形狀。
紋板外形美觀、能防滑、強化性能、節約鋼材等諸多優點。在交通、建筑、裝飾裝潢、設備周圍底板、機械、造船等領域有廣泛應用。一般來說,使用方對鍍鋅花紋板力學性能、機械性能要求不高,因此鍍鋅花紋板質量主要表現為花紋成花率、花紋高度,花紋高差。目前市面上常用的厚度從2.0-8mm不等,寬度常見的有1250、1500mm兩種。
生產鍍鋅花紋板廠家用于鋼結構平臺和走梯面層的鍍鋅花紋板是熱軋廠利用成份不和或者表面有缺陷的連鑄坯,把末端軋輥換成有規律的凹坑軋輥,生產的綜合利用產品,價格還要高于普通的熱軋板。幾乎所有的熱軋板帶材生產企業都可以生產。例如唐鋼,首鋼京唐,邯鋼,遷鋼,鞍鋼,本鋼,太鋼等。
優惠的價格,批發零售兼營的方式,為您提供快捷優質的服務,歡迎新老客戶前來洽談、電議
批發零售,一張起售。
根據客戶需求切割長度
各類鋼廠合同或特殊規格。
調劑本庫暫缺的規格,省去您奔波采購的辛勞。
節假日不休息,隨到隨提。
冷作模具鋼冷作模具鋼包括制造沖截用的模具(落料沖孔模、修邊模、沖頭、剪刀)、冷鐓模和冷擠壓模、壓彎模及拉絲模等1.冷作模具鋼的工作條件及性能要求冷作模具鋼在工作時.由于被加工材料的變形抗力比較大,模具的工作部分承受很大的壓力、彎曲力、沖擊力及摩擦力。冷作模具的正常報廢原因一般是磨損.也有因斷裂、崩力和變形超差而提前失效的。冷作模具鋼與刃具鋼相比.有許多共同點。要求模具有高的硬度和耐磨性、高的抗彎強度和足夠的韌性,以保沖壓過程的順利進行、其不同之處在于模具形狀及加I工藝復雜.而且摩擦面積大.磨損可能性大.所以修磨起來困難。旋紋也稱旋光,是采用圓柱狀毛氈或研石尼龍輪裝在鉆床上,用煤油調和拋光油膏,對鋁或鋁合金板表面進行旋轉拋磨所獲取的一種絲紋。它多用于圓形標牌和小型裝飾性表盤的裝飾性加工。螺紋是用一臺在軸上裝有圓形毛氈的小電機,將其固定在桌面上,與桌子邊沿成6度左右的角度,另外做一個裝有固定鋁板壓茶的拖板,在拖板上貼一條邊沿齊直的聚酯薄膜用來限制螺紋競度。利用毛氈的旋轉與拖板的直線移動,在鋁板表面旋擦出寬度一致的螺紋紋路。
