











產(chǎn)品詳情
天津闊恒興旺貿(mào)易有限公司
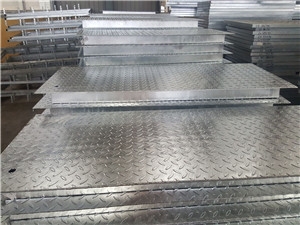
我公司常年供應(yīng)鍍鋅花紋板鍍鋅花紋板表面帶有花紋的鋼板稱為鍍鋅花紋板,其花紋成扁豆形、菱形、圓豆形、扁圓混合形狀。
主營:鍍鋅花紋板,扁豆鍍鋅花紋板,菱形鍍鋅花紋板,鍍鋅花紋板,Q235鍍鋅花紋板,Q345B鍍鋅花紋板的銷售企業(yè)。長期備有各種規(guī)格的菱形鍍鋅花紋板、扁豆鍍鋅花紋板、菱形鍍鋅花紋板、鍍鋅花紋板等。所供鍍鋅花紋板均符合驗收標準。

采用白色鈍化工藝的電鍍層呈青白色或白色呈綠光,白色鈍化工藝的鍍層與陽光呈一定角度下略顯七彩。在復(fù)雜工件的角棱部位容易產(chǎn)生“電燒”而成灰暗,該部位鋅層較厚。在陰角部位易形成電流死角而產(chǎn)生欠電流灰暗區(qū),該區(qū)域鋅層較薄。長而窄的長條鋼板不同程度的鍍上一層叫做(鋅,鋁)的原料。熱鍍鋅具有鍍層均勻,附著力強,使用壽命長等優(yōu)點。熱鍍鋅帶鋼基體與熔融的鍍液發(fā)生復(fù)雜的物理,化學反應(yīng),形成耐腐蝕的結(jié)構(gòu)緊密的鋅一鐵合金層。合金層與純鋅層,帶鋼基體融為一體。故其耐腐蝕能力強。熱鍍鋅是將工件除油,酸洗,浸藥,烘干后浸入溶化的鋅液里一定時間,提出來即可。
表面帶有花紋的鋼板稱為鍍鋅花紋板,英文名:diamond plate。其花紋成扁豆形、菱形、圓豆形、扁圓混合形狀,市場上以扁豆形為常見。產(chǎn)地有:萊鋼、日照,本鋼,首鋼,寧鋼,梅鋼,鞍鋼,太鋼,北臺等。
鍍鋅花紋板具體應(yīng)用鍍鋅花紋板外形美觀、能防滑、強化性能、節(jié)約鋼材等諸多優(yōu)點。在交通、建筑、裝飾裝潢、設(shè)備周圍底板、機械、造船等領(lǐng)域有廣泛應(yīng)用。一般來說,使用方對鍍鋅花紋板力學性能、機械性能要求不高,因此鍍鋅花紋板質(zhì)量主要表現(xiàn)為花紋成花率、花紋高度,花紋高差。目前市面上常用的厚度從2.0-8mm不等,寬度常見的有1250、1500mm兩種。

大家還記得很早以前家庭用的老式的水桶嗎?上面就布滿如下圖的鋅花形狀,像樹葉一樣的花紋,外觀看起來很亮,漂亮
1.鋼板寬度為600~1800mm,按50mm進級;長度為2000~12000mm,按100mm進級。
2.花紋紋高不小于基板厚度0.2倍。圖中尺寸不作為成品檢查依據(jù)。
3.鋼板用鋼的牌號按GB/T700,GB/T712,GB/T4171規(guī)定。
4.鋼板力學性能不作保,當需方有要求時,按有關(guān)標準規(guī)定,也可由雙方協(xié)定。
5.鋼板以熱軋狀態(tài)交貨。
相關(guān)標準按照花紋鋼板標準GB/T 3277規(guī)定,花紋高度應(yīng)大于或等于20%基板的厚度。
理論重量計算鍍鋅花紋板根據(jù)材質(zhì)(鋁合金、不銹鋼、普通鋼材等)不同,花紋形狀不同,每平米理論重量也不同。

合金層中的鋅離子進一步向基體擴散形成鋅—鐵互溶層,合金層表面包絡(luò)著鋅層。性能特點1,具有較厚致密的純鋅層覆蓋在鋼鐵緊固件表面上,它可以避免鋼鐵基體與任何腐蝕溶液的接觸,保護鋼鐵緊固件基體免受腐蝕。在一般大氣中。從而使基體和鍍層二者相結(jié)合。熱鍍鋅是先將鋼管進行酸洗,為了去除鋼管表面的氧化鐵,酸洗后,通過氯化銨或氯化鋅水溶液或氯化銨和氯化鋅混合水溶液槽中進行清洗,然后送入熱浸鍍槽中。熱鍍鋅具有鍍層均勻,附著力強,使用壽命長等優(yōu)點。熱鍍鋅的線外退火:就是框架護欄網(wǎng)的網(wǎng)片再進入熱鍍鋅作業(yè)線之前,首先在抽底式退火爐或罩式退火爐中進行再結(jié)晶退火,這樣,鍍鋅線就不存在退火工序了。
批發(fā)零售,一張起售。
根據(jù)客戶需求切割長度
代訂、各類鋼廠合同或特殊規(guī)格。
調(diào)劑本庫暫缺的規(guī)格,省去您奔波采購的辛勞。
節(jié)假日不休息,隨到隨提。
[沖壓模具設(shè)計]沖壓模具的發(fā)展重點與展望發(fā)展重點的選取應(yīng)根據(jù)市場需求、發(fā)展趨勢和目前狀況來確定。可按產(chǎn)品重點、技術(shù)重點和其他重點分別敘述。沖壓模具產(chǎn)品發(fā)展重點沖壓模具共有7小類,并有一些按其服務(wù)對象來稱呼的一些種類。目前急需發(fā)展的是汽車覆蓋件模具,多功能、多工位級進模和精沖模。這些模具現(xiàn)在產(chǎn)需矛盾大,發(fā)展前景好。汽車覆蓋件模具中發(fā)展重點是技術(shù)要求高的中轎車大中型覆蓋件模具,尤其是外覆蓋件模具。發(fā)泡球由鐵粉、FeO、C及石灰石等物質(zhì)構(gòu)成,在熔化過程中可釋放CO和CO2氣體作為發(fā)泡氣源,此種方法的發(fā)泡球可下沉到渣底部,則不干擾渣的發(fā)泡性能,同時氣泡可從渣層底部推動渣發(fā)泡,發(fā)泡效果良好。此項技術(shù)在巴西Timoteo鋼鐵公司3號電爐冶煉不銹鋼的應(yīng)用過程中,可以將原先的電弧升溫速率6-7K/min提高到11-12K/min,在實際應(yīng)用過程中是連續(xù)加入的,需要有額外的加料設(shè)備,這也從某種程度上制約了此項技術(shù)的推廣。
