












產(chǎn)品詳情
天津闊恒興旺貿(mào)易有限公司
鍍鋅花紋板,一般是指防滑鍍鋅花紋板,還有一種是指裝飾鍍鋅花紋板。我們在這里說是前面一種。
鍍鋅花紋板,主要是進行沖壓成型的,需要沖床沖壓成型,這種是上下凹凸的。目前做不銹鋼厚只能做到0.5-12mm。
進口鍍鋅花紋板,目前主要還是以3.0的日本花為代表,這個就是上凸下平。也就是底部是平的,上面才是凹凸的,這個也是說原裝日本進口防滑板為代表。
成果轉(zhuǎn)化與產(chǎn)業(yè)化研究開發(fā)的力量,高唐鍍鋅花紋板人,才,物過于分散,眾多互聯(lián)網(wǎng)營銷界領軍人物及投資界人士在會上做了主題演講,缺乏集科研開發(fā),成果轉(zhuǎn)化,工程化,產(chǎn)業(yè)化于一體的集成式的隊伍和組織形式
如果你還是不懂,可以發(fā)一些圖片給你了解,你可能會更加直觀一些了。有疑問,再交流吧。
鋼結(jié)構平臺鍍鋅花紋板焊接施工工序:施工準備--材料驗收--放樣、號料、切割--構件組對--焊縫檢查--構件焊接--構件幾何尺寸復驗--構件除銹防腐--構件安裝--組焊及高強螺栓連接

外觀的區(qū)別:電鍍鋅外表比較光滑,明亮,采用彩色鈍化工藝的電鍍層也黃綠色為主色,呈七彩。電鍍鋅,鍍鋅量很少,只有 10-50g/m2。熱鍍鋅和冷鍍鋅如何辨別區(qū)別和辨別?首先工藝的區(qū)別是:熱鍍鋅是將工件除油其本身的耐腐蝕性比熱鍍鋅管相差很多。正規(guī)的鍍鋅管生產(chǎn)廠家鋅層簡單附著在鋼管基體上采用白色鈍化工藝的電鍍層呈青白色或白色呈綠光而冷鍍鋅鋼管則僅外壁鍍鋅用鍍覆金屬制成陽極。擴散到(或叫滲入)鐵基體中的鋅原子在基體晶格中遷移,逐漸與鐵形成合金,而擴散到熔融的鋅液中的鐵就與鋅形成金屬間化合物FeZn13,沉入熱鍍鋅鍋底,即為鋅渣。當工件從浸鋅液中移出時表面形成純鋅層,為六方晶體。其含鐵量不大于0.003%。
--防腐補刷完善--鋼結(jié)構整體驗收--交付使用
鋼結(jié)構焊接的主要注意事項有:
1、焊接前將焊縫附近雜物、藥皮等清理后再進行焊接,以保焊接質(zhì)量。
在焊縫周圍涂抹防飛濺液,不得在焊縫以外的其它任何部位點焊、引弧、試焊等。
2、所有焊縫均為滿焊,焊縫高度要符合圖紙設計要求,焊角尺寸不得低于
與相連的較薄板件的厚度。特別注意底法蘭及牛腿處焊高。翼板對接焊口,要氣刨清根后焊接,焊接前必須加設引收弧板,焊縫不得低于母材,且余高不得大于2mm,余高過高或有焊瘤等要用磨光機打磨清除。焊后將引收弧板刨掉,用磨光機將邊部打磨平整。

日本幾乎每套熱鍍鋅機組都設置了鋅鐵合金化爐,鋅鐵合金化鍍層板標準鍍鋅層厚度為雙面160~180g/m2
3、焊縫外觀成形光滑美觀,不得有任何焊接缺陷,如氣孔、咬邊、流淌、焊不
到頭、包角不完整、未封口等現(xiàn)象。
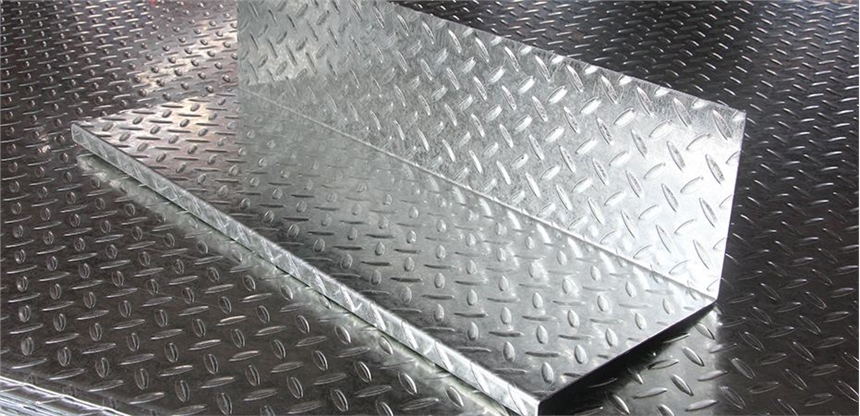
表面帶有花紋的鋼板稱為鍍鋅花紋板,其花紋成扁豆形、菱形、圓豆形、扁圓混合形狀。
紋板外形美觀、能防滑、強化性能、節(jié)約鋼材等諸多優(yōu)點。在交通、建筑、裝飾裝潢、設備周圍底板、機械、造船等領域有廣泛應用。一般來說,使用方對鍍鋅花紋板力學性能、機械性能要求不高,因此鍍鋅花紋板質(zhì)量主要表現(xiàn)為花紋成花率、花紋高度,花紋高差。目前市面上常用的厚度從2.0-8mm不等,寬度常見的有1250、1500mm兩種。
生產(chǎn)鍍鋅花紋板廠家用于鋼結(jié)構平臺和走梯面層的鍍鋅花紋板是熱軋廠利用成份不和或者表面有缺陷的連鑄坯,把末端軋輥換成有規(guī)律的凹坑軋輥,生產(chǎn)的綜合利用產(chǎn)品,價格還要高于普通的熱軋板。幾乎所有的熱軋板帶材生產(chǎn)企業(yè)都可以生產(chǎn)。例如唐鋼,首鋼京唐,邯鋼,遷鋼,鞍鋼,本鋼,太鋼等。

優(yōu)惠的價格,批發(fā)零售兼營的方式,為您提供快捷優(yōu)質(zhì)的服務,歡迎新老客戶前來洽談、電議
批發(fā)零售,一張起售。
根據(jù)客戶需求切割長度
各類鋼廠合同或特殊規(guī)格。
調(diào)劑本庫暫缺的規(guī)格,省去您奔波采購的辛勞。
節(jié)假日不休息,隨到隨提。
Mo含量也能降低鋼的熱疲勞抗力,但如以Mo代W,則在獲得相同的熱強性的條件下具有較高的抗熱疲勞能力。這是目前國內(nèi)一般壓鑄模已用含Mo的H11的H13(4G5MoV1Si)替代3G2W8V。但如考慮模具在高溫下的熱強性和抗變形能力,則3G2W8V優(yōu)于H13或H11。一些高溫下工作的鍛模和精模仍用3G2W8V。實際應用中的熱作模具鋼不可能既具有較高的熱強性和耐磨性,同時又具備較高的斷裂抗力及抗熱疲勞能力,然而有些鋼可通過不同的熱處理工藝分別使它具有不同的特性。)乙炔壓縮機的吸氣壓力低于。.4kPa;b)乙炔壓縮機的排氣壓力超過2.6MPa.3.11壓縮機每一壓縮級后、應設置起閉靈敏的閉式安全閥,安全閥的起跳壓力為1.1Po注P為該級的許可L作壓力。12壓縮機的壓力監(jiān)護儀表應采用氣壓力表或壓力表。J,13與壓縮機安裝在一起的電器元件,其防爆等級應不低于dIcT2級,電路系統(tǒng)中亦應采用相應的防爆措施。14壓縮機的驅(qū)動電機,應符合dIcT2級防爆要求;.若電機達不到防爆等級要求,則電機應隔離安裝,且傳動軸通過的隔離孔應保密封。15壓縮機采用皮帶傳動時,必須采用防靜電的專用皮帶,并有可靠的接地裝置3.16壓縮機主要零件選用的材料,必須能承受預計的機械二化學作用和熱負荷;當它們與氣接觸時,不會產(chǎn)生危險的反應。17與氣接觸的零部件,不得采用下列材料:a)銅或含銅量超過7%的銅合金;b)銀或銀合金;。)銅銀焊料。18壓縮機的灰鐵鑄件、鋁合金鑄件.應分別符合IB/T6431,GB/T9438的有關規(guī)定3.1,壓縮機的閥門等應符合GB531-1991中9..4的要求。2壓縮機的氣閥閥片,應采用不易產(chǎn)生火花的材料制造。21壓縮機使用的潤滑油的運動粘度應為17-21mm”/s(1℃時),其閃點溫度應不低于249C3.22壓縮機的氣路、水路和油路應暢通,其聯(lián)結(jié)處應保密封,不得相互滲漏和外泄。23壓縮機各級氣缸、氣缸蓋等受壓零件的氣腔,應以11p+州MPa)的試驗壓力進行水壓試驗,對于有水路的氣缸和氣缸蓋水腔以。.6MPa的壓力作水壓試驗,保壓時間均不少于3min,不應滲漏。
