












產品詳情
直埋蒸汽管道廠家的制作工藝比較的獨特,主要可以被分為是兩種,一種是熱軋一種的冷軋,因為制作工藝的不同,也會導致鋼套鋼直埋保溫管材料在使用范圍上的不同,用在管道運輸中的鋼套鋼直埋保溫管一般用的是采用熱軋技術制作而成的,從安裝的工藝上看,這種管道多的安裝流程比較的簡單,主要是采用焊接的方式來進行安裝的,在安裝好之后,為了保證在使用過程中的安全系數,安裝過后往往都會進行檢驗,通過檢驗,才能夠確保管道運輸中不會出現任何的問題。在鋼套鋼直埋保溫管投入使用之后,依然還是應該要注意定期進行常規的檢修,以保證在使用的過程中不會出現任何的問題。
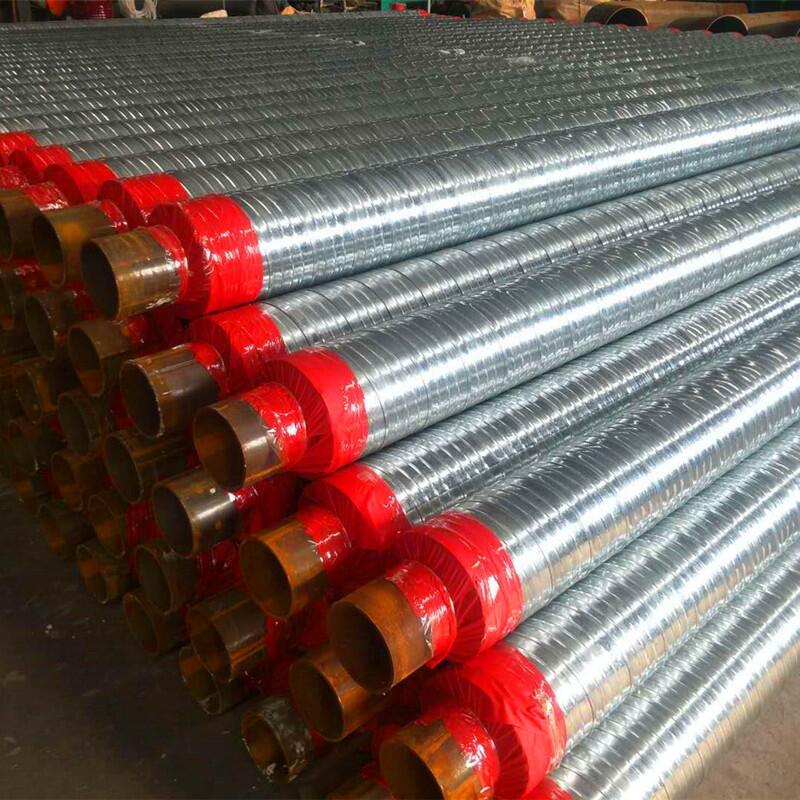
1、內滑動式:保溫結構由工作鋼管、硅酸鋁、減阻層、微孔硅酸鈣、隔熱層、不銹鋼緊固鋼帶、鋁箔反射層、聚氨酯保溫層、外套鋼管、外防腐層組成。
2、外滑動式:保溫結構由工作鋼管、玻璃棉保溫隔熱層、鋁箔反射層、不銹鋼緊固帶、滑動導向支架、空氣保溫層、外護鋼管、外防腐層組成。
2、管道焊接方法
1)焊接的管道在放樣劃線的基礎上按矯正管材、切割下料、坡口、組對、焊接、清理焊渣等工序進行施工。
2)坡口加工及清理:管道的切割坡口一般采用氧-***焰氣割,氣割完成后,用銼刀清除干凈管口氧化鐵,用磨光機將影響焊接質量的凹凸不平處削磨平整。小直徑管道盡量采用砂輪切割。對坡口兩側20mm范圍內將油污,鐵銹和水份去除,且保證露出金屬光澤,保證坡口表面不得有裂紋、夾層等缺陷,并清除坡口內外側污物。

3)直埋蒸汽管道廠家焊條、焊劑使用前應該按說明書進行烘干,并在使用過程中保持干燥。焊條藥皮無脫落和顯著裂紋。
4)焊接施工必須嚴格按焊接作業指導書的規定進行;焊接設備使用前必須進行安全性能與使用性能試驗,不合格設備嚴禁進入施工現場;焊接過程中做好自檢與互檢工作,做好焊接質量的過程控制。
5)焊前管口組對:管道對接焊口的組對必須做到內壁齊平,內壁錯邊量不可超標;管子組對點固,應由焊接同管子的焊工進行,點固用的焊條或焊絲應與正式焊接所用的相同,點焊長度為10-15mm,高度為2-4mm,且應超過管壁厚的2/3;管道焊縫表面不得裂縫、氣孔、夾渣等缺陷;管子、管件對點固時,應保持焊接區域不受惡劣環境條件(風、雨)的影響。
6)防止弧坑火口裂紋,多層焊做到層間接頭錯開。每條焊縫盡可能做到一次焊完,因幫***中斷時,及時采取防裂措施,確認無裂紋后方可繼續施焊。
1.防腐層:保護外鋼管避免腐蝕物腐蝕鋼管,延長鋼管使用壽命。
2.外護鋼管: 保護保溫層免受地下水侵蝕,支撐工作管并能承受一定的外部荷載,保證工作管正常工作。
3.聚氨酯泡沫層: 保證介質溫度,保證外護管表面保持常溫。
4.阻隔、反射層: 保證有機泡沫材料不進入無機硬質耐高溫層;反射耐高溫層部分熱量。
5.無機硬質保溫層:耐高溫,保證與有機保溫層之間的界面溫度,保證泡沫不被炭化。
6.減阻層: 保證工作鋼管熱脹冷縮自由運動。
7.直埋蒸汽管道廠家工作鋼管:保證輸送介質正常流動。鋼套鋼直埋保溫管無論是用在那一個領域,我們對于這種管道材料的質量要求一直以來都是很高的,鋼套鋼直埋保溫管廠在將鋼套鋼直埋保溫管制作完成之后,需要技術人員進行系統化的檢驗。鋼套鋼直埋保溫管的質量要求主要是集中在其中鋼的含量,以及合金含量的多少,當然了合金含量的不同,適合的領域也是不一樣的,廠家除了會通過鋼套鋼直埋保溫管中的合金成分含量來進行種類的區分之外,還可以通過鋼套鋼直埋保溫管的口徑來進行區分。在石油化工領域中,鋼套鋼直埋保溫管主要是被用作管道運輸的材料,之所以會在使用化工領域中大量的使用這種材料,主要是因為管道運輸的成本很低。鋼套鋼直埋保溫管是管道運輸材料中最為常見的一種。
定期的常規檢查 讓鋼套鋼直埋保溫管的使用更加放心
